Продукция предъявляет строгие требования по ряду ключевых параметров: общая чистота должна достигать 7 мг; при финишной обработке VF круглость седла клапана составляет 0,006 мм, биение — 0,03 мм; при обработке отверстия распределительного вала необходимо достичь точности цилиндричности 0,005 мм; после запрессовки чашеобразных заглушек требуется измерение высоты в трёх точках с интервалом 120°, при этом разница высот должна быть менее 0,2 мм.
Продукция предъявляет строгие требования по ряду ключевых параметров: общая чистота должна достигать 7 мг; при финишной обработке VF круглость седла клапана составляет 0,006 мм, биение — 0,03 мм; при обработке отверстия распределительного вала необходимо достичь точности цилиндричности 0,005 мм; после запрессовки чашеобразных заглушек требуется измерение высоты в трёх точках с интервалом 120°, при этом разница высот должна быть менее 0,2 мм.
На этапах сборки и проверки герметичности используется специализированное оборудование, обеспечивающее высокое качество. Сборочный пресс оснащен сервоэлектрическим цилиндром, обеспечивающим мониторинг кривой зависимости усилия от перемещения, с точностью позиционирования электропривода ±0,01 мм и точностью контроля усилия ±2%, а также функцией автоматического обнаружения и сигнализации отклонений. Станок для нанесения герметика оснащен системой контроля обрыва нити герметика с фотофиксацией. Для проверки герметичности применяется испытательное оборудование Cosmo производства Японии. Установка затяжки использует шпиндели затяжки DDK, оснащенные системой мониторинга кривой затяжки.
Для обеспечения требуемой чистоты деталей используется роботизированная моечная машина, выполняющая многоступенчатую обработку, включающую турбулентную мойку, точечную высоконапорную очистку, полоскание, продувку и вакуумную сушку. Оборудование оснащено трехступенчатой системой фильтрации, что гарантирует достижение необходимых показателей чистоты на всех этапах.
Для обеспечения точности обработки деталей, с одной стороны, используется специализированный станок NTC производства Японии, позволяющий достичь цилиндричности 0,005 мм. С другой стороны, применяются высокоточные гибкие обрабатывающие центры Комацу в сочетании со специализированными станками NTC производства Японии, что обеспечивает требуемую круглость седла клапана 0,006 мм.
В области автоматизации для транспортировки деталей используются портальные манипуляторы и промышленные роботы, что позволяет эффективно снизить риск повреждений и сколов, вызванных ручной загрузкой, и обеспечить высокое качество поверхности изделий. На информационном уровне, благодаря внедрению системы MES на производственной линии, достигается точная прослеживаемость продукции, повышается эффективность управления производством и уровень контроля качества.

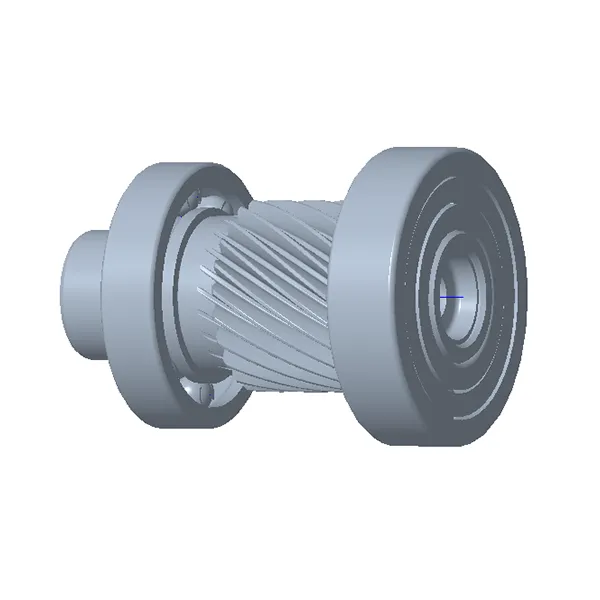
Последовательность передачи мощности: двигатель → ведущая шестерня входного вала → ведомая шестерня выходного вала → синхронизатор → выходной вал. Когда ведущая шестерня вращает зацепленную ведомую шестерню, скорость вращения ведомой шестерни определяется передаточным числом между ведущей и ведомой шестернями.

Размеры: 407*372*273 (мм), Масса изделия: 24,8 кг, Материал: AlSi9Cu3 (Fe) Наименование изделия: Блок цилиндров 15TD Размеры: 407*372*273 (мм), Масса изделия: 24,8 кг, Материал: AlSi9Cu3 (Fe) Наименование изделия: Блок цилиндров 472QA Размеры: 405*378*275 (мм), Масса изделия: 20,6 кг, Материал: ADC12Z

Во-первых, опора и позиционирование, обеспечивая структурную опору для компонентов трансмиссии внутри коробки передач, таких как шестерни, валы и подшипники. Это гарантирует, что все компоненты сохраняют правильное относительное положение, обеспечивая плавную и точную передачу.

Выравнивание давления: когда воздух расширяется или сжимается внутри оборудования из-за перепадов температуры (например, в результате выделения тепла при работе), вентиляционный клапан обеспечивает двунаправленный поток воздуха. Это предотвращает чрезмерное внутреннее давление, вызывающее утечку масляного уплотнения, или недостаточное давление, создающее отрицательное давление, которое повреждает уплотнительные компоненты.

В редукторе используются специализированные высокоскоростные подшипники и масляные уплотнения, максимальная частота вращения на входе может достигать 12000 об/мин. Передаточное отношение: 8,391; максимальный КПД передачи ≥ 98 %

Данная продукция соответствует строгим стандартам по чистоте, твердости и точности. По показателям чистоты: общая чистота составляет 5 мг, чистота масляного канала ≤ 1 мг, гранулометрический состав ≤ 500 мкм. В части обработки шеек: все шейки валов подвергаются поверхностной закалке токами высокой частоты и общему низкотемпературному отпуску, поверхностная твердость ≥ 52 HRC, глубина закалки составляет 1,5–4,5 мм.

Конструкция: Общая форма напоминает чашу с ободком и основанием. Ободок образует открытый край, а боковая стенка вблизи торцевой поверхности отверстия служит критической несущей и уплотняющей зоной при сборке. Основание обычно имеет арочную или плоскую форму, а его толщина, как правило, соответствует толщине стенки материала.

Подшипник входного вала устанавливается в точке опоры «входного вала» (приводного вала, принимающего мощность, например, входного вала коробки передач, соединяющегося с маховиком двигателя, или входного вала двигателя, соединяющегося с источником питания).

Внутреннее и внешнее кольца: оба имеют конические дорожки качения, конусность которых точно соответствует конусности конических роликов, чтобы обеспечить плавное качение в дорожках качения; Как правило, эти компоненты изготавливаются из высокопрочной легированной стали и подвергаются прецизионной шлифовке и термообработке для достижения высокой твердости и износостойкости.

Точная регулировка зазора зацепления: это основная функция данного продукта. Он регулирует боковой зазор между полуосью и планетарной шестерней, который в большинстве моделей автомобилей должен составлять 0,25–0,5 мм.

Номинальный крутящий момент: 450 Н·м. Масса изделия: около 40,2 кг. Межосевое расстояние: 197 мм Редуктор eT450 в сборе Номинальный крутящий момент: 450 Н·м. Масса изделия: около 40,2 кг. Межосевое расстояние: 197 мм

Направление масла: благодаря каналной структуре, он направляет внутренние жидкости (такие как смазочное масло или моторное масло) по заранее определенному пути в назначенные места (например, масляные поддоны, камеры картера или точки смазки), предотвращая утечки, потери или неадекватную смазку, вызванные турбулентностью жидкости.

Базовая сборка: в основном литые корпусные конструкции, некоторые из которых интегрированы в корпус двигателя, образуя единую оболочку, что позволяет уменьшить габаритные размеры. По периметру корпуса обычно имеются соединительные отверстия для крепления задней крышки с помощью болтов, цилиндрических штифтов или аналогичных компонентов; некоторые края передней крышки имеют канавки для уменьшения веса, что позволяет минимизировать общую массу при сохранении жесткости конструкции.

При движении по прямой обе колеса испытывают одинаковое сопротивление. Планетарные шестерни остаются неподвижными, а корпус дифференциала приводит в движение полуосевые шестерни и колеса с одинаковой скоростью. Когда автомобиль поворачивает, внешнее колесо проходит большее расстояние, чем внутреннее, и требует более высокой скорости вращения.

Обычные конфигурации корпусов дифференциала включают типы зажимов левой и правой крышки и конструкции корзины. Служа в качестве каркаса для дифференциальных шестерен, полуосей и поперечных валов, он объединяет эти компоненты. Снаружи он соединяется с большими цилиндрическими шестернями или внешними зубчатыми кольцами, с коническими упорными подшипниками, установленными на обоих концах.

Линия производства шатунов: двусторонний торцешлифовальный станок Гирингелли производства Италии для двустороннего шлифования торцов шатуна, обеспечивающий плоскостность, параллельность и симметричность торцов после обработки.