

Размеры: 407*372*273 (мм), Масса изделия: 24,8 кг, Материал: AlSi9Cu3 (Fe)
Наименование изделия: Блок цилиндров 15TD
Размеры: 407*372*273 (мм), Масса изделия: 24,8 кг, Материал: AlSi9Cu3 (Fe)
Наименование изделия: Блок цилиндров 472QA
Размеры: 405*378*275 (мм), Масса изделия: 20,6 кг, Материал: ADC12Z
Наименование изделия: Блок цилиндров 15TD
Размеры: 407*372*273 (мм), Масса изделия: 24,8 кг, Материал: AlSi9Cu3 (Fe)
Наименование изделия: Блок цилиндров 15TD
Размеры: 407*372*273 (мм), Масса изделия: 24,8 кг, Материал: AlSi9Cu3 (Fe)
Наименование изделия: Блок цилиндров 472QA
Размеры: 405*378*275 (мм), Масса изделия: 20,6 кг, Материал: ADC12Z
◆ Общая чистота 7 мг
◆ Момент затяжки болтов крышек коренных подшипников (50±5 Нм) + (90°±9°)
◆ Допуск расположения отверстия цилиндра Φ0,2, перпендикулярность 0,05, круглость 0,006, цилиндричность 0,008;
◆ Допуск расположения отверстия коренного подшипника Φ0,1, соосность 0,015, круглость 0,006, цилиндричность 0,008
◆ Угол гофра отверстия цилиндра 140°±10°
◆ Чистовая обработка отверстия цилиндра производится в сборе с головкой блока цилиндров
◆ Чистота:
Трехступенчатая фильтрация с точностью 50 мкм, 20 мкм и 10 мкм, отдельные резервуары для мойки и полоскания, удаление заусенцев водой высокого давления
◆ Запрессовка чашеобразных заглушек:
Сервоприводный цилиндр Kisler, точность позиционирования ±0,01, точность контроля усилия ±2%, мониторинг процесса запрессовки по кривой «усилие-перемещение»
◆ Затяжка болтов:
Шпиндели затяжки Giken производства Японии, точность затяжки 3σ ±2%, отображение кривой затяжки
◆ Обрабатывающие центры HORKOS и KDM Комацу производства Японии, высокоскоростные шпиндели HSK, точность позиционирования 0,006 мм, точность повторного позиционирования 0,004 мм
◆ Станок для алмазного хонингования с числовым программным управлением Gerhing производства Германии, использование скользящего хонингования с конической шестерней для обеспечения обработки с тупым углом гофра
◆ Специализированный станок для развертывания и хонингования Nagel производства Германии, выполняющий развертывание и хонингование отверстий коренных подшипников, обеспечивающий круглость, цилиндричность и шероховатость отверстий
◆ Перед чистовым растачиванием отверстий цилиндров производится установка технологической головки блока цилиндров для имитации деформации отверстий в сборе и обеспечения точности обработки
◆ Полностью автоматизированная линия, использование портальных манипуляторов и промышленных роботов для загрузки и выгрузки деталей, что снижает риск возникновения сколов и царапин, гарантирует высокое качество продукции

При движении по прямой обе колеса испытывают одинаковое сопротивление. Планетарные шестерни остаются неподвижными, а корпус дифференциала приводит в движение полуосевые шестерни и колеса с одинаковой скоростью. Когда автомобиль поворачивает, внешнее колесо проходит большее расстояние, чем внутреннее, и требует более высокой скорости вращения.

Подшипники промежуточного вала устанавливаются на обоих концах или в точках опоры промежуточного вала, который служит «переходным валом» для передачи мощности (соединяя входной вал на одном конце и выходной вал на другом для преобразования скорости/крутящего момента).

Продукция предъявляет строгие требования по ряду ключевых параметров: общая чистота должна достигать 7 мг; при финишной обработке VF круглость седла клапана составляет 0,006 мм, биение — 0,03 мм; при обработке отверстия распределительного вала необходимо достичь точности цилиндричности 0,005 мм; после запрессовки чашеобразных заглушек требуется измерение высоты в трёх точках с интервалом 120°, при этом разница высот должна быть менее 0,2 мм.

Подшипники входного вала устанавливаются на обоих концах или в точках опоры «входного вала» (приводного вала, принимающего мощность, например, входного вала коробки передач, соединяющегося с маховиком двигателя, или входного вала двигателя, соединяющегося с источником питания).

Конструкция: Имеет интегрированную коническую конфигурацию зубчатого колеса с коническими поверхностями зубьев (взаимодействующими с конусами планетарных шестерен). Центр зубчатого колеса имеет внутреннее шлицевое отверстие для точного зацепления с внешним шлицем полуоси, что обеспечивает передачу крутящего момента без относительного проскальзывания.

Узел сальника входного вала является важным компонентом, обеспечивающим герметичность зазора между входным валом и корпусом оборудования, и классифицируется как каркасный сальник.

Подшипник выходного вала устанавливается в точке опоры «выходного вала» (приводного вала, передающего мощность наружу, например, выходного вала коробки передач, соединяющегося с валом пропеллера, или выходного вала двигателя, соединяющегося с нагрузкой).

Станина станка изготовлена из цельнолитого чугуна марки HT300, обладает высокой жесткостью, износостойкостью и виброгасящими свойствами, позволяя эффективно снижать вибрации в процессе обработки. Предусмотрены меры по уменьшению тепловых и других деформаций.

Конструкция: Узел состоит из ступенчатого цилиндрического корпуса вала. Сегменты вала разного диаметра спроектированы в соответствии с требованиями к монтажу таких компонентов, как подшипники, шестерни, шлицы и стопорные кольца.
Внутреннее и внешнее кольца: оба имеют конические дорожки качения, конусность которых точно соответствует конусности конических роликов, чтобы обеспечить плавное качение в дорожках качения; Как правило, эти компоненты изготавливаются из высокопрочной легированной стали и подвергаются прецизионной шлифовке и термообработке для достижения высокой твердости и износостойкости.

Во-первых, опора и позиционирование, обеспечивая структурную опору для компонентов трансмиссии внутри коробки передач, таких как шестерни, валы и подшипники. Это гарантирует, что все компоненты сохраняют правильное относительное положение, обеспечивая плавную и точную передачу.

Базовая сборка: в основном литые корпусные конструкции, некоторые из которых интегрированы в корпус двигателя, образуя единую оболочку, что позволяет уменьшить габаритные размеры. По периметру корпуса обычно имеются соединительные отверстия для крепления задней крышки с помощью болтов, цилиндрических штифтов или аналогичных компонентов; некоторые края передней крышки имеют канавки для уменьшения веса, что позволяет минимизировать общую массу при сохранении жесткости конструкции.

Масса изделия: около 14,5 кг. Материал изделия: AlSi7Cu0,5Mg. Размеры изделия: 420*350*130 мм Информация о продукции головки блока цилиндров 472QA: Масса изделия: около 12,7 кг. Материал изделия: AlSi7Cu0,5Mg. Размеры изделия: 420*310*160 мм
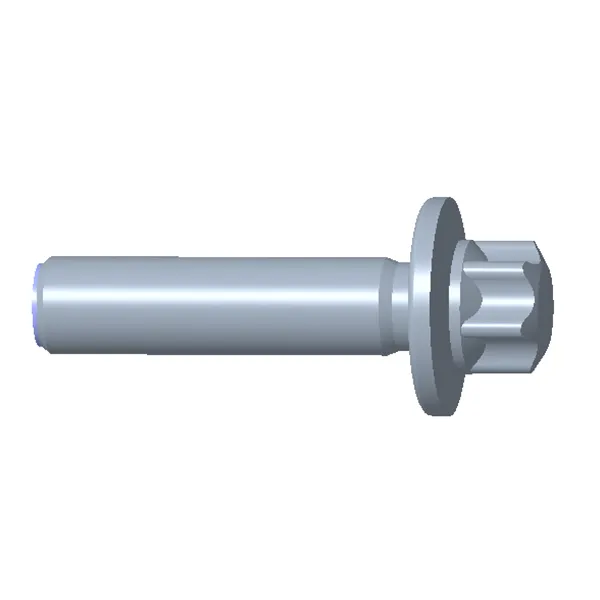
Конструкция: Типичный крепежный элемент с наружной резьбой, состоящий из головки и хвостовика. Головка обычно имеет шестигранную форму (что облегчает работу с гаечным ключом), хотя в некоторых случаях используются головки с внутренним шестигранником или фланцевые головки (что увеличивает площадь опоры).

Конструкция: в основном представляет собой цилиндрическую форму с обтекаемым дизайном, без сложных выступов или перфораций. Его внутренний диаметр точно соответствует размерам шейки выходного вала, а внешний диаметр учитывает зазоры для сборки окружающих подшипников, шестерен и других компонентов.

Уплотнительная прокладка заполняет микроскопические зазоры в сопрягаемых поверхностях за счет собственной деформации при сжатии, тем самым блокируя пути утечки жидкости. Одновременно она амортизирует вибрации и удары, передаваемые через сопрягаемые поверхности, повышая герметичность и долговечность соединения.























